Description

Introduction to Rotary Lobe Pumps
Rotary lobe pumps serve as positive displacement pumps designed to transfer fluids efficiently with low shear. They handle a wide range of viscosities, making them versatile for many industries. These pumps gain recognition for their durability, sanitary construction, and smooth, consistent flow.
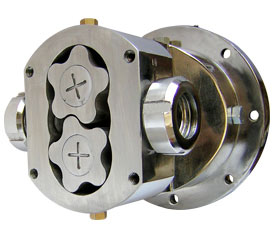
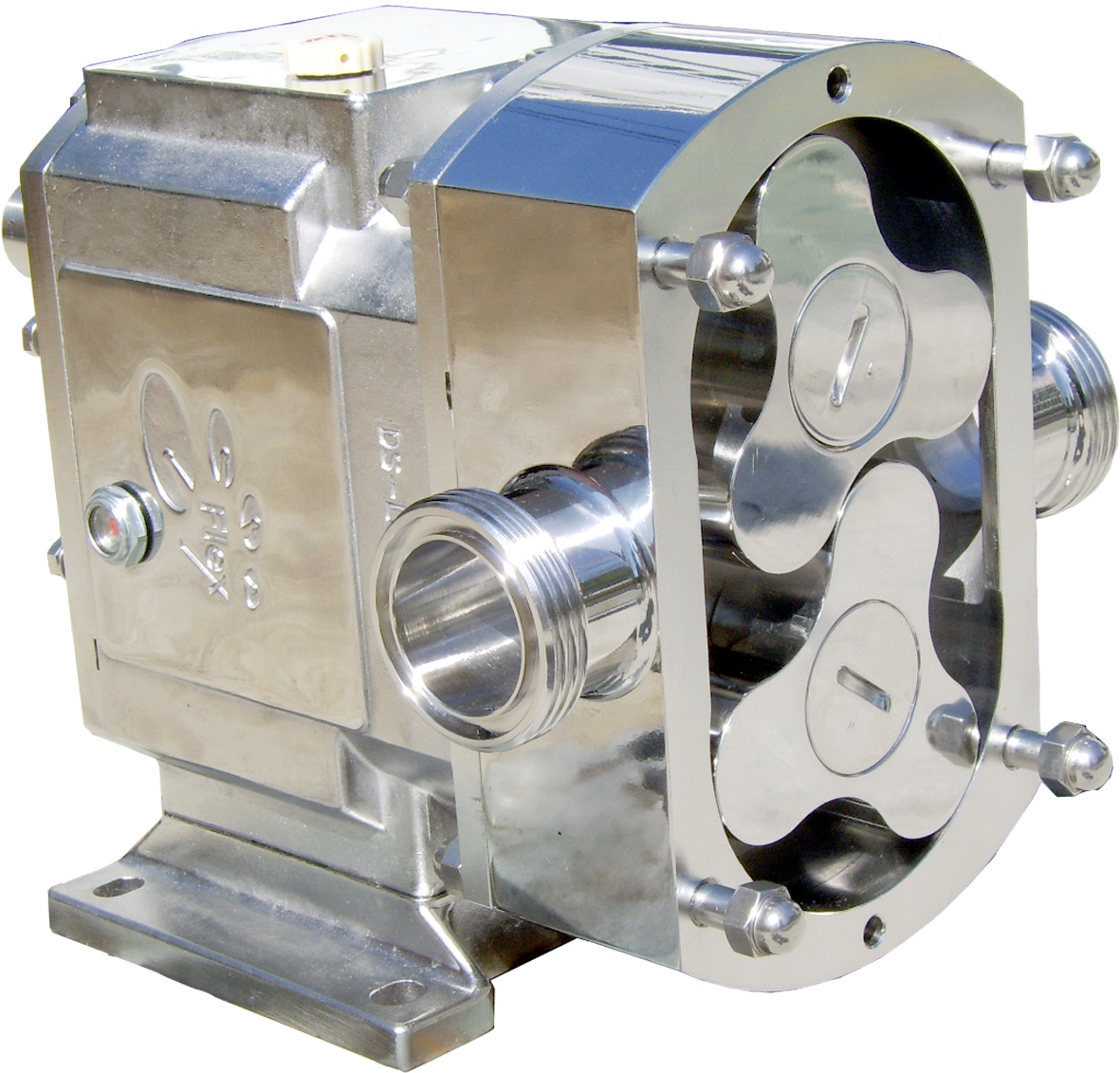
The pump operates using two or more lobes that rotate inside a casing. As the lobes turn, they create expanding cavities. Consequently, fluid enters these cavities and moves toward the discharge side. This process produces a steady, pulse-free flow, which many applications require.
How Rotary Lobe Pumps Work
Rotary lobe pumps rely on synchronized lobes that rotate without touching each other. As the lobes rotate, fluid flows into the pump chamber. The lobes then trap the fluid and move it along the pump casing until it exits through the outlet port.
The lobes spin in opposite directions and remain synchronized by timing gears. These gears are positioned outside the fluid chamber, which prevents metal-to-metal contact inside the pump housing. This design reduces wear and extends the pump’s lifespan.
Because the lobes never touch, the pump limits product degradation effectively. This feature makes it ideal for fragile or shear-sensitive fluids. Even high-viscosity products transfer without breaking down their structure, preserving fluid integrity.
Capabilities of Rotary Lobe Pumps
Rotary lobe pumps handle a variety of fluids, ranging from water-like liquids to highly viscous pastes. They also manage slurries, emulsions, and fluids containing soft solids with ease.
Additionally, these pumps self-prime and can run dry for short periods. They offer reversible flow, allowing fluid movement in both directions. Moreover, the flow remains steady and pulsation-free, which protects delicate fluids from damage.
Rotary lobe pumps operate very gently. Thus, they suit applications requiring minimal agitation. For example, they transfer yogurt, creams, and pharmaceutical gels smoothly. The pump’s design prevents foaming, shearing, or other product damage.
The flow rate stays consistent over a broad range of pressures. Even when discharge pressure fluctuates, the output remains stable. This consistency helps maintain product quality and improves process control.
These pumps also simplify cleaning and sterilization. Most models support clean-in-place (CIP) and sterilize-in-place (SIP) systems. Consequently, they excel in hygienic and sterile processes.
Materials of Construction
Selecting appropriate materials is critical for pump performance and chemical compatibility. Rotary lobe pumps come in various construction materials tailored to their applications.
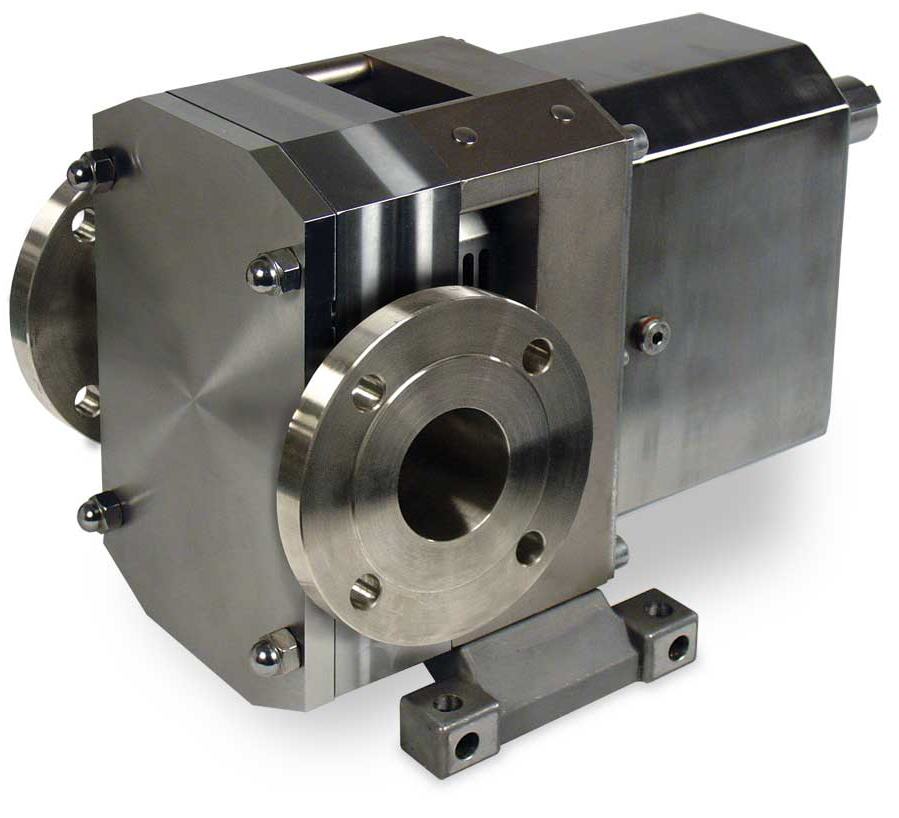
Pump housings commonly consist of stainless steel. Grades like 304 and 316L offer excellent corrosion resistance. These metals perform well in food, pharmaceutical, and chemical environments. Stainless steel also resists pitting and staining while enabling easy cleaning.
In extremely corrosive environments, manufacturers may coat housings or use special alloys. Nickel-based alloys such as Hastelloy provide superior resistance to aggressive chemicals.
The lobes may be metal or non-metal materials. Stainless steel lobes withstand abrasive fluids effectively. For gentler handling, rubber or elastomer-coated lobes come into play. Common coatings include EPDM, nitrile, and PTFE, chosen based on fluid properties.
Seal materials also vary based on chemical compatibility. Mechanical seals typically use silicon carbide, carbon, or tungsten carbide faces. Elastomers such as Viton, EPDM, or Kalrez protect seals against chemical attacks and extreme temperatures.
Each component must match the fluid’s temperature, pH, and abrasiveness. By carefully selecting materials, users ensure pump longevity and reliable operation.
Cleaning and Sanitation
Sanitary design remains a major advantage of rotary lobe pumps. Most models fully support CIP and SIP procedures. This compatibility allows fast and thorough cleaning without dismantling the pump.
Smooth, crevice-free surfaces help prevent product buildup. Polished internal finishes reduce bacterial growth risk. Hygienic seals and gaskets maintain contamination-free product contact areas.
These features make rotary lobe pumps ideal for regulated industries. They meet standards such as FDA, 3-A, and EHEDG for food and pharmaceutical applications. This compliance ensures safety, hygiene, and peace of mind.
Final Thoughts on Rotary Lobe Pumps
A rotary lobe pump provides reliable, sanitary, and gentle fluid transfer. Their ability to handle a broad viscosity range makes them stand out. From thin liquids to thick pastes, they maintain steady and consistent flow.
The materials of construction suit demanding applications perfectly. Stainless steel, specialty alloys, and durable elastomers deliver long-term performance. Whether used in food, pharmaceuticals, or chemicals, these pumps provide proven results.
With low shear, reversible flow, and hygienic design, rotary lobe pumps meet modern industry needs. Their ease of cleaning, reliability, and versatility make them trusted choices. For any application requiring precision, durability, and fluid integrity, rotary lobe pumps offer an excellent solution.
Also check out, “Pump Systems“
Specifications
Pump Type: Rotary Lobe Pump
Pump Design: Positive Displacement, Bi-directional Flow
Flow Rate: 0.5 to 500 GPM (1.9 to 1,893 L/min)
Pressure Range: Up to 300 PSI (20.7 bar)
Viscosity Range: 1 to 1,000,000 cP
Temperature Range: -40°F to 300°F (-40°C to 150°C)
Self-Priming Capability: Yes, up to 25 ft (7.6 m) suction lift
Max Solids Handling: Up to 1.5 inch (38 mm) soft solids
Material Options (Wetted Parts):
-
Pump Housing: 316L Stainless Steel, Hastelloy, Duplex Stainless
-
Lobes: Stainless Steel, PTFE-Coated, EPDM, NBR, FKM
-
Shaft Seals: Mechanical Seal (Single or Double), Lip Seal, Cartridge Seal
-
Seal Materials: Carbon, Silicon Carbide, Tungsten Carbide, Viton, Kalrez, EPDM
Connection Types: Tri-Clamp, ANSI/DIN Flanges, Threaded
Drive Options:
Certifications (optional):
Mounting Options: Horizontal Baseplate, Mobile Skid, Vertical Mount
Cleaning Features: Clean-In-Place (CIP), Sterilize-In-Place (SIP) Compatible
Noise Level: Typically < 75 dB(A)
Applications
Typical Industry Applications
Rotary lobe pumps are used in many industries that require clean, reliable fluid handling. Their sanitary design makes them a top choice in food and beverage production. They handle dairy products, sauces, juices, and syrups without degrading texture.
In the pharmaceutical sector, these pumps are used for ointments, gels, and vaccine ingredients. Their ability to maintain fluid purity is essential in sterile environments. These pumps comply with FDA, 3-A, and EHEDG standards for hygiene.
Cosmetic and personal care manufacturers also use rotary lobe pumps. They gently transfer lotions, creams, and shampoos. These products must maintain consistency, color, and fragrance during processing.
In the chemical industry, rotary lobe pumps handle resins, acids, solvents, and emulsions. Their corrosion-resistant materials ensure safety and long service life. They also manage fluids with solid particles, such as slurries and suspensions.
Rotary lobe pumps are often found in wastewater treatment plants. They handle sludge, scum, and other thick materials. These pumps resist clogging and offer dependable operation even in harsh conditions.
In biotechnology and fermentation, they help move sensitive broths and cell cultures. Their non-shearing action ensures that biological materials remain intact. This is critical for maintaining cell viability and productivity.
Advantages
Performance Features and Design Advantages
Rotary lobe pumps offer several design features that enhance performance. They provide non-pulsating flow, which protects downstream equipment. Their low-shear action is ideal for shear-sensitive fluids.
These pumps are also self-priming. They can evacuate air from the suction line, even with viscous fluids. This feature reduces the need for auxiliary priming systems.
Because the lobes do not touch, the pump suffers minimal wear. This extends its service life and reduces maintenance costs. Timing gears keep the lobes synchronized, preventing contact and reducing the risk of contamination.
Many pumps offer easy access for cleaning and inspection. The front-loading seal design allows quick maintenance without disassembling the pump body. This minimizes downtime and simplifies part replacement.
The reversible flow direction allows system flexibility. Operators can flush, drain, or reverse the pumping direction when needed. This is especially useful during system cleaning or product changeover.
Rotary lobe pumps are compact and can be installed in tight spaces. They also operate quietly compared to other positive displacement pumps. This improves working conditions and reduces noise pollution in industrial environments.
Q&A
Q: What is a rotary lobe pump?
A: A rotary lobe pump is a positive displacement pump that uses rotating lobes to move fluids. It handles thick, delicate, or viscous materials with minimal shear.
Q: What industries use rotary lobe pumps?
A: Rotary lobe pumps are widely used in food and beverage, pharmaceuticals, cosmetics, chemicals, and wastewater treatment due to their gentle handling and sanitary design.
Q: What materials are rotary lobe pumps made from?
A: Common materials include 316L stainless steel, Hastelloy, and various elastomers like EPDM, PTFE, and FKM for seals and lobes.
Q: Are rotary lobe pumps suitable for corrosive fluids?
A: Yes, with the right materials like PTFE or Hastelloy, these pumps can safely handle corrosive or acidic fluids.
Q: Can a rotary lobe pump handle solids?
A: Yes, these pumps can pass soft solids up to 1.5 inches (38 mm), making them ideal for slurries or chunky fluids.
Q: Are they self-priming?
A: Yes, rotary lobe pumps are self-priming and can lift fluids from depths up to 25 feet (7.6 meters).
Q: Can they run dry?
A: Briefly, yes. Many models can run dry for short periods without damage, but prolonged dry operation should be avoided.
Q: Are rotary lobe pumps reversible?
A: Yes, they can run in both directions, allowing reversible fluid flow for applications like product recovery or cleaning.
Q: What flow rate can these pumps deliver?
A: Rotary lobe pumps can deliver flow rates ranging from 0.5 to 500 GPM (1.9 to 1,893 L/min), depending on size and model.
Q: What type of fluids can they handle?
A: They handle a wide range—from water-thin liquids to high-viscosity pastes, gels, and emulsions.
Q: Are these pumps sanitary?
A: Yes, many models meet FDA, 3-A, and EHEDG hygiene standards and are CIP/SIP-compatible for clean applications.
Q: How are rotary lobe pumps sealed?
A: They can use mechanical seals (single or double), cartridge seals, or lip seals, depending on the application.
Q: What kind of connections are available?
A: Rotary lobe pumps can be configured with Tri-Clamp, DIN, ANSI flanges, or threaded connections.
Q: Are rotary lobe pumps noisy?
A: No, they typically operate below 75 dB(A), which is quieter than many pump types.
Q: Can rotary lobe pumps handle high temperatures?
A: Yes, standard designs can handle up to 300°F (150°C), depending on seal and elastomer selection.