Chemical Pumps
$ 1,195.00 – $ 6,875.00Price range: $ 1,195.00 through $ 6,875.00
What Are Chemical Pumps?
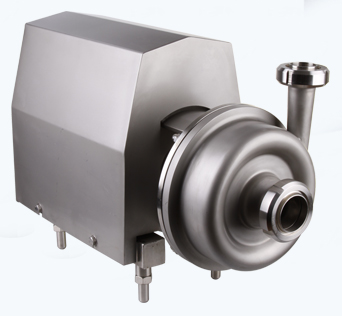
Chemical pumps are specialized pumps used to handle corrosive, hazardous, or reactive fluids. They ensure safe and efficient fluid transfer. These pumps are designed to resist chemical attack and prevent leaks in demanding applications.
How Chemical Pumps Operate
Chemical pumps work by moving liquids using centrifugal force or positive displacement. Centrifugal pumps use rotating impellers to create flow. Positive displacement pumps trap fluid and force it through the discharge line. Each method suits different chemical types and system needs.
Material Selection Matters
Material choice is critical when selecting a chemical pump. Stainless steel resists mild chemicals and is durable. For stronger acids and solvents, materials like Hastelloy, PTFE, and PVDF are preferred. These resist corrosion and extend pump life. Elastomers like Viton and EPDM protect seals from degradation.
Industries That Use Chemical Pumps
Chemical pumps are widely used in chemical processing, water treatment, and pharmaceutical manufacturing. They are also essential in food, oil and gas, and electronics industries. Each industry demands reliable pumps that ensure safety and fluid purity.
Ensuring Safety and Efficiency
Chemical pumps are designed to prevent leaks and protect workers. Many feature seal-less magnetic drives or leak detection systems. These features enhance safety and reduce downtime. With proper maintenance, chemical pumps offer long-lasting performance and dependable service.
Final Thoughts
Chemical pumps are vital in handling dangerous fluids with precision and safety. Their careful design and robust materials make them indispensable in modern industrial processes.
Description

Understanding Chemical Pumps
Chemical pumps are engineered to handle aggressive and corrosive fluids safely and efficiently. Unlike standard industrial pumps, they use materials specifically chosen to resist chemical reactions caused by acids, solvents, alkalis, and other hazardous substances. These specialized pumps serve critical roles in industries that demand precision, durability, and safety.
How Chemical Pumps Work
Chemical pumps transfer chemical fluids from one location to another using various operating principles. Depending on the application, they may utilize centrifugal force or positive displacement mechanisms. For example, centrifugal pumps use impellers to generate flow, while diaphragm and peristaltic pumps use flexible elements for accurate dosing and fluid isolation.
Engineers choose the pump type based on several factors, including fluid viscosity, corrosiveness, gas content, and whether solids are present. For instance, viscous or shear-sensitive chemicals often require positive displacement pumps for reliable and gentle handling.
Materials of Construction
Material selection is vital to the safe and effective operation of chemical pumps. Manufacturers choose materials based on their resistance to corrosion and chemical attack. Stainless steel is a common choice for handling mild acids and solvents because of its strength and general chemical resistance. In more aggressive environments, specialty alloys like Hastelloy and titanium offer superior protection against strong acids and chlorides.
Non-metallic components also play a critical role. PTFE (Teflon) is widely used for its outstanding chemical inertness and thermal stability. Meanwhile, polypropylene and PVDF offer high chemical resistance along with mechanical strength. For seals and gaskets, manufacturers often rely on elastomers like Viton, EPDM, or Kalrez to provide leak protection and withstand chemical degradation.
To ensure long-term performance, all pump components must be compatible with the fluid’s chemical composition, pH, and temperature.
Where Chemical Pumps Are Used
Chemical pumps are indispensable across a wide range of industries that involve reactive, toxic, or high-purity fluids. In chemical manufacturing, they transfer acids, solvents, and reagents during synthesis, blending, and storage. Because of their precision and resistance to corrosion, they help maintain product quality and operator safety.
In pharmaceutical production, these pumps transfer active ingredients and solvents in sterile environments. Their materials and hygienic designs must meet rigorous standards to prevent contamination.
Additionally, the food and beverage industry uses chemical pumps to handle flavorings, sanitizers, and cleaning solutions. These applications require food-grade materials and easy-to-clean designs.
In water and wastewater treatment, pumps are used for accurate chemical dosing. They handle chlorine, pH adjusters, and flocculants with precision and reliability. Meanwhile, the oil and gas sector employs chemical pumps to inject corrosion inhibitors and demulsifiers into pipelines and drilling systems, helping to prevent equipment damage and operational delays.
The electronics industry also relies on chemical pumps during semiconductor manufacturing, where they transfer ultra-pure solvents and acids. Pumps in this field must be constructed from ultra-clean and chemically resistant materials to avoid contamination.
Other industries—such as mining, metal finishing, pulp and paper, and automotive manufacturing—use chemical pumps to handle a wide range of corrosive or hazardous substances with reliability and safety.
Performance and Safety Considerations
To ensure both performance and safety, modern chemical pumps feature advanced designs. Many models use seal-less magnetic drives, eliminating shaft seals and reducing the risk of leaks. This design enhances safety by minimizing operator exposure and environmental hazards.
For extra protection, some systems include secondary containment and leak detection sensors. These features offer real-time alerts and help prevent major failures.
Proper pump selection plays a major role in long-term reliability. Engineers must verify full compatibility between the pumped fluid and the pump materials. Regular maintenance—such as checking seals, replacing gaskets, and inspecting moving parts—helps extend service life and maintain operational efficiency.
Many facilities also incorporate automation and monitoring tools to track performance. These systems allow for predictive maintenance, reducing downtime and improving safety.
Conclusion
A chemical pump provides a safe and efficient method for transferring corrosive, reactive, and high-purity fluids. Their performance depends on selecting the correct pump type and using materials that withstand specific chemical environments. From pharmaceuticals and food production to water treatment and chemical processing, these pumps ensure precise, contamination-free fluid handling.
When properly selected and maintained, a chemical pump contributes significantly to safety, efficiency, and reliability in critical industrial processes.
Also check out, “Pump Systems“
Specifications
Chemical pumps are designed to handle corrosive, abrasive, or hazardous fluids in industries like petrochemicals, pharmaceuticals, and water treatment. Specifications vary based on application, but key parameters include:
Pressure
Typically ranges from 0.01 to 1,320 gallons per minute (GPM), depending on the pump. For example, Iwaki’s MDM series supports up to 350 GPM, while the MDW series reaches 1,320 GPM. Low flow rates (e.g., 0.01 GPM) suit precision dosing in pharmaceuticals, while high rates are ideal for bulk transfer in chemical plants.
Measured in pounds per square inch (PSI) or bars, pressures range from low (e.g., 50 PSI for sewage) to high (e.g., 3,000 PSI for oil and gas). Pumps handle up to 3,000 PSI for high-pressure chemical injection.
Pumps use corrosion-resistant materials like stainless steel (316), nickel alloys, or plastics (e.g., ETFE, PFA, or polyphenylene sulfide) to withstand acids, alkalis, or solvents. For example, Iwaki’s MDM series uses ETFE/PFA for sulfuric acid.
Pumps operate from -20°F to 300°F or higher. stainless-steel pumps handle high-temperature fluids, while others require insulation for extreme conditions.
Positive displacement pumps (e.g., diaphragm, gear) handle high-viscosity fluids (up to 100,000 cP), while centrifugal pumps suit low-viscosity fluids like water or alcohols.
Mechanical seals (e.g., carbon/ceramic/Viton) or seal-less magnetic drives (e.g., API 685 compliant) prevent leaks of hazardous fluids.
Electric motors are common, but pneumatic or hydraulic drives suit hazardous areas.
Must comply with API 610 (centrifugal), API 674/675 (positive displacement), ANSI B73.1, or ISO 5199 for safety and performance.
Installation Procedures
Installing a chemical pump requires careful planning to ensure safety, performance, and compliance with manufacturer specifications and industry standards (e.g., API 610, ANSI B73.1). Below is a concise, step-by-step procedure for installing a chemical pump, tailored for handling corrosive or hazardous fluids in industrial settings.
Installation Procedures for a Chemical Pump
Tools and Materials: Wrenches, torque wrench, level, alignment tools, piping, fittings, gaskets, personal protective equipment (PPE), and manufacturer’s manual.
Pre-Installation Checks:
-
-
Verify pump specifications (flow rate, pressure, material compatibility) match application requirements.
-
Inspect pump and components for damage during shipping.
-
Ensure the installation site is clean, stable, and accessible, with adequate ventilation for hazardous fluids.
-
Confirm power supply matches motor requirements (e.g., voltage, phase).
Foundation and Mounting:
-
-
Place the pump on a level, vibration-resistant concrete foundation or steel baseplate.
-
Secure the pump base to the foundation using anchor bolts, torqued to manufacturer specifications.
-
Use a precision level to ensure the pump is horizontal; shim if necessary to prevent misalignment.
Piping Connections:
-
-
Install suction and discharge piping, ensuring proper alignment to avoid stress on pump flanges.
-
Use corrosion-resistant piping and gaskets compatible with the fluid (e.g., PTFE for acids).
-
Install isolation valves and check valves to prevent backflow.
-
Include strainers on the suction line to protect the pump from debris.
-
Minimize bends and ensure suction piping is short and straight to avoid cavitation.
Electrical Connections:
-
-
Connect the motor to the power supply following local electrical codes (e.g., NEC).
-
Verify motor rotation direction matches pump requirements (check before coupling).
-
Install a motor starter or variable frequency drive (VFD) if specified.
Coupling and Alignment:
-
-
For coupled pumps, align the pump and motor shafts using a laser alignment tool or dial indicator (tolerance typically <0.002 inches).
-
Secure the coupling per manufacturer instructions, ensuring no axial or angular misalignment.
Priming and Lubrication:
-
-
For non-self-priming pumps, fill the pump and suction line with the process fluid to remove air.
-
Lubricate bearings or mechanical seals as specified (e.g., oil or grease for rotary vane pumps).
-
For seal-less magnetic drive pumps, ensure no dry running to prevent damage.
Safety and Ancillary Systems:
-
-
Install pressure relief valves or pulsation dampeners for positive displacement pumps.
-
Verify proper grounding to prevent static buildup with flammable fluids.
-
Attach warning labels and ensure PPE (e.g., gloves, goggles) is available for operators.
Startup and Testing:
-
-
Check all connections for leaks and tighten if needed.
-
Start the pump briefly to confirm correct rotation and flow direction.
-
Gradually open valves to achieve design flow, monitoring for vibration or noise.
-
Verify operating parameters (pressure, flow, temperature) against specifications.
Final Checks:
-
-
Inspect for leaks, especially at seals or flanges.
-
Confirm alignment and temperature of bearings/motor during operation.
-
Document installation details and baseline performance for maintenance records.
Notes:
-
Always refer to the manufacturer’s manual for model-specific requirements.
-
Wear appropriate PPE when handling hazardous chemicals.
-
For high-risk installations, consult a professional engineer to ensure compliance with OSHA, EPA, or local regulations.
Maintenance Procedures
Maintaining a chemical pump ensures optimal performance, extends service life, and prevents failures that could lead to leaks or safety hazards. Below is a concise, step-by-step maintenance procedure for a chemical pump, applicable to both positive displacement and centrifugal types, tailored for handling corrosive or hazardous fluids.
Maintenance Procedures for a Chemical Pump
Tools and Materials: Wrenches, torque wrench, cleaning solvents, replacement seals/gaskets, lubricants, PPE (gloves, goggles), manufacturer’s manual, and monitoring tools (e.g., vibration analyzer).
Preparation:
-
-
Review the manufacturer’s maintenance schedule and specifications.
-
Shut down the pump, isolate it with valves, and lock out/tag out the power supply.
-
Depressurize and drain the pump, safely disposing of hazardous fluids per EPA or local regulations.
-
Wear appropriate PPE when handling corrosive or toxic chemicals.
Inspection:
-
-
Check for leaks at seals, gaskets, or flanges, indicating wear or misalignment.
-
Inspect pump housing and components (e.g., impeller, rotor, or diaphragm) for corrosion, erosion, or chemical buildup.
-
Examine motor bearings, couplings, and shafts for wear or misalignment.
-
Verify alignment using a laser tool or dial indicator (tolerance typically <0.002 inches).
Cleaning:
-
-
Flush the pump with a compatible cleaning solvent to remove chemical residues or debris.
-
Clean strainers and filters on the suction line to prevent clogging.
-
For seal-less magnetic drive pumps, ensure no debris affects the magnetic coupling.
Lubrication:
-
-
Lubricate bearings, gears, or mechanical seals per manufacturer specifications (e.g., synthetic oil or grease for rotary vane pumps).
-
Avoid over-lubrication, which can cause overheating or seal damage.
-
For dry pumps, skip lubrication but inspect for wear on moving parts.
Component Replacement:
-
-
Replace worn seals, gaskets, or O-rings with materials compatible with the fluid (e.g., Viton or PTFE for acids).
-
For centrifugal pumps, check impeller clearance and replace if damaged.
-
For positive displacement pumps, inspect pistons, diaphragms, or lobes for wear and replace as needed.
Motor and Electrical Checks:
-
-
Inspect motor windings for insulation degradation or overheating signs.
-
Verify electrical connections are secure and free of corrosion.
-
Test motor rotation and ensure proper operation of VFD or starters, if applicable.
Performance Testing:
-
-
Restart the pump after reassembly, following startup procedures in the manual.
-
Monitor flow rate, pressure, and temperature to ensure they meet design specifications.
-
Use a vibration analyzer to detect imbalance or misalignment; address if readings exceed 0.1 inches/second.
Record Keeping:
-
-
Log maintenance activities, including dates, replaced parts, and observed issues.
-
Note performance metrics (e.g., pressure, flow) for trend analysis to predict future maintenance needs.
Safety and Compliance:
-
-
Ensure all replaced parts meet material compatibility standards (e.g., API 610, ANSI B73.1).
-
Dispose of waste fluids and worn components per environmental regulations.
-
Verify grounding and safety systems (e.g., pressure relief valves) are functional.
Notes:
-
Schedule maintenance based on operating hours (e.g., every 2,000 hours or quarterly).
-
Consult the manufacturer’s manual for model-specific intervals and parts.
-
For critical applications, use predictive maintenance tools like vibration or thermal monitoring.
-
Train personnel on safe handling of hazardous fluids and pump operation.
Q&A
What is a chemical pump?
A chemical pump is a specialized device designed to safely transfer aggressive or corrosive fluids such as acids, alkalis, and solvents. It uses materials that resist chemical attack to ensure long-term durability and safe operation.
How does a chemical pump work?
Chemical pumps operate using different mechanisms depending on the fluid type. Centrifugal pumps use impellers to generate flow, while positive displacement pumps—like diaphragm or peristaltic models—rely on mechanical motion to move precise volumes of fluid.
What materials are used in chemical pumps?
Chemical pumps are constructed with both metallic and non-metallic materials chosen for their resistance to corrosion. Common metals include stainless steel, Hastelloy, and titanium. Non-metallic options include PTFE (Teflon), polypropylene, and PVDF. Elastomers such as Viton, EPDM, and Kalrez are used in seals and gaskets for added chemical compatibility.
In which industries are chemical pumps used?
These pumps are essential in chemical manufacturing, pharmaceuticals, water treatment, food and beverage processing, oil and gas, electronics, and metal finishing. They are used wherever the safe and precise handling of corrosive or hazardous fluids is required.
Why is material compatibility important in chemical pumps?
Using incompatible materials can lead to corrosion, leakage, pump failure, and safety hazards. Material compatibility ensures that all components can withstand the chemical, temperature, and pressure conditions of the process fluid.
What safety features do chemical pumps offer?
Modern chemical pumps often feature magnetic drives that eliminate seals, reducing leak risk. Some include secondary containment and leak detection systems to enhance operational safety and prevent environmental contamination.
How can chemical pump performance be maintained?
Routine maintenance, such as inspecting seals, replacing worn parts, and monitoring performance, helps maintain efficiency and extend pump life. Automated systems can also assist with predictive maintenance and real-time monitoring.
What factors should be considered when selecting a chemical pump?
Key considerations include the chemical composition of the fluid, temperature, viscosity, presence of solids or gases, required flow rate, pressure, and the material compatibility with all wetted parts of the pump.
Advantages / Disadvantages
Advantages of Chemical Pumps
Excellent Chemical Resistance
Chemical pumps use corrosion-resistant materials, making them ideal for handling aggressive acids, bases, and solvents.
Leak-Free Operation
Seal-less designs and magnetic drives help eliminate leaks, ensuring safe operation and environmental protection.
Versatile Application
These pumps support a wide range of fluids and are suitable for various industries, including chemicals, water treatment, and pharmaceuticals.
Accurate Flow Control
Many chemical pumps offer precise metering, allowing accurate dosing for critical process requirements.
Long Service Life
With proper material selection and maintenance, chemical pumps offer high durability and reduced downtime.
Safe for Hazardous Environments
Integrated safety features like containment systems and leak detectors enhance workplace safety.
Compact and Efficient Design
Chemical pumps often have a space-saving footprint while delivering powerful performance with minimal energy loss.
Disadvantages of Chemical Pumps
Higher Initial Cost
Due to specialized materials and safety features, chemical pumps can be more expensive than standard pumps.
Material Compatibility Challenges
Incorrect material selection may cause premature failure, requiring expert knowledge for proper configuration.
Sensitive to Particulate Contamination
Some designs may clog or wear quickly if solids are present in the chemical stream.
Limited to Specific Fluids
Chemical pumps must be matched precisely to fluid characteristics; they are not universally compatible with all substances.
Maintenance Requires Precision
Maintenance and repairs require trained personnel familiar with chemical compatibility and safety procedures.
Applications
Applications of Rotary Lobe Pumps
Food and Beverage Production
Rotary lobe pumps gently handle yogurt, sauces, syrups, and creams without foaming or breaking product consistency.
Pharmaceutical Manufacturing
These pumps transfer gels, ointments, and active ingredients under sterile, contamination-free conditions.
Cosmetic and Personal Care
Lotion, shampoo, and cream processing lines rely on rotary lobe pumps for smooth, precise fluid movement.
Dairy Processing
Cheese curds, milk, cream, and cultured products are moved with minimal shear to preserve texture and quality.
Biotechnology and Laboratory Settings
Rotary lobe pumps support bioprocessing applications by transferring cell cultures and protein solutions safely.
Chemical and Industrial Applications
Viscous fluids, slurries, and corrosive liquids move efficiently without damaging the pump or the product.
Brewery and Winery Operations
Wort, mash, and juice are pumped without oxidation or agitation, preserving flavor and clarity.
Pet Food and Animal Nutrition
Rotary lobe pumps handle thick slurries, pastes, and nutrient blends with consistent volume and low maintenance.
Cleaning and Sanitation Systems
CIP and SIP processes rely on these pumps for circulating cleaning solutions with high efficiency and reliability.
Drawings
Downloads