Description
What Are Liquid Ring Vacuum Pumps?
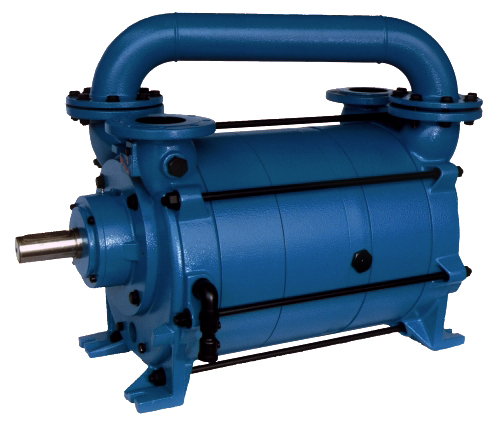
Liquid ring vacuum pumps—often called water ring vacuum pumps—are industrial machines that generate vacuum by using a liquid seal. These pumps are ideal for handling wet, humid, or vapor-laden gases that can be problematic for dry-running systems. They offer smooth, consistent performance in demanding environments.
How Do They Work?
Inside the pump, an impeller rotates within an off-center cylindrical casing. This casing contains a partial volume of liquid, usually water. As the impeller spins, it forms a rotating liquid ring against the casing wall. This action creates sealed chambers between the impeller blades.
On one side of the rotation, the volume of these chambers increases. This expansion draws gas into the pump. On the opposite side, the chamber volume decreases. This compression forces the gas out through the discharge port. The result is a steady, low-pulsation vacuum flow.
Materials and Construction
Manufacturers typically build these pumps with durable materials such as cast iron or stainless steel. In corrosive environments, they may use special alloys or protective coatings. Water-cooled bearings and high-performance seals enhance durability and reduce the need for frequent maintenance.
Material choice depends on the liquid and gas being handled. In pharmaceutical or food industries, for instance, stainless steel ensures hygiene and resists corrosion. In contrast, cast iron is suitable for general industrial applications where conditions are less aggressive.
Applications in Industry
These pumps serve many sectors because they handle both dry and saturated gases. In chemical processing, they support vapor recovery, gas compression, and solvent extraction. Power plants use them to maintain low pressure in steam condensers. Paper mills rely on them for dewatering and drying tasks.
In environmental engineering, they help with soil remediation and wastewater treatment. They’re also used in the food industry to remove air and vapor during packaging and processing. Because they tolerate contamination and moisture, they work well in rugged, real-world applications.
Benefits of Liquid Ring Vacuum Pumps
These pumps provide several advantages. First, they can handle vapors and light slurries without damage. Their simple design includes few moving parts, which reduces wear and extends service life. They also operate quietly and with low vibration, making them ideal for noise-sensitive environments.
Another key benefit is their built-in cooling. The sealing liquid absorbs heat during compression, preventing overheating and boosting efficiency. In addition, their steady vacuum flow helps stabilize processes that require consistent pressure levels.
Conclusion
Liquid ring vacuum pumps are a reliable solution for generating vacuum in wet or vapor-heavy conditions. Their rugged design, efficient operation, and wide material compatibility make them a top choice for many industries. With the right setup, they deliver long-lasting, low-maintenance performance in even the toughest environments.
Also check out, “Pump Systems“
Specifications
Pump Type: Water Ring (Liquid Ring) Vacuum Pump
Vacuum Range: Down to 29 inHg (approximately 98% vacuum)
Capacity: 10 to 5,000 CFM (cubic feet per minute) or 17 to 8,500 m³/h
Operating Pressure: Atmospheric to 0.1 bar absolute (10 kPa absolute)
Operating Temperature: Up to 250°F (120°C), depending on materials and sealing
Drive Type: Electric motor, diesel engine, or steam turbine driven
Stages: Single-stage or multi-stage designs available for higher vacuum or capacity needs
Seal Type: Mechanical seals, packing seals, or water-sealed depending on model
Cooling Method: Water-cooled or air-cooled options available
Materials of Construction:
Pump casing: Cast iron, carbon steel, stainless steel, or special alloys
Impeller: Stainless steel, cast iron, or alloy steel
Seals and Bearings: High-quality mechanical seals with water lubrication or packing seals
Inlet/Outlet Connections: Flanged or threaded, standard ANSI or DIN sizes
Noise Level: Typically, below 80 dB(A), varies by size and configuration
Water Consumption: Varies with model; typically 3 to 15 gallons per minute (11 to 57 L/min)
Applications: Chemical processing, pharmaceutical manufacturing, food and beverage, pulp and paper, wastewater treatment, vacuum distillation, and drying
Certifications: ISO 9001, ATEX (explosion-proof versions), CE Mark
Advantages and Disadvantages
Advantages of Water Ring Vacuum Pumps
Water ring vacuum pumps offer several important advantages that make them suitable for many industrial applications. First, they can handle wet, humid, or condensable gases without damage because the liquid ring acts as a natural seal. This means they tolerate liquid carryover better than many other vacuum pump types. Additionally, their simple and robust design leads to high reliability and low maintenance requirements.
Moreover, these pumps provide smooth and continuous vacuum flow with minimal pulsation, which protects downstream equipment and improves process stability. Because water ring vacuum pumps can operate at varying vacuum levels and flow rates, they offer great flexibility. Their ability to run continuously for long periods without overheating further enhances their appeal.
Furthermore, the pumps are generally quiet compared to some other vacuum technologies, making them more suitable for work environments where noise is a concern. Finally, materials of construction can be customized to resist corrosion, allowing these pumps to handle aggressive chemicals safely.
Disadvantages of Water Ring Vacuum Pumps
Despite their many benefits, water ring vacuum pumps also have some drawbacks. One of the main disadvantages is their dependence on a continuous supply of sealing liquid, usually water. This requirement increases operational costs and demands proper water treatment to avoid scaling or corrosion inside the pump.
In addition, water ring vacuum pumps tend to be less energy-efficient compared to dry vacuum pumps, especially when operating at deeper vacuum levels. Their size and weight can also be relatively large, which limits installation flexibility in space-constrained environments.
Moreover, the liquid used for sealing can introduce contamination risks if not properly managed, especially in hygienic or sterile processes. Lastly, these pumps are generally unsuitable for handling dry, dust-laden gases, as solids can damage the internal components and reduce pump life.
In summary, while water ring vacuum pumps provide reliable, versatile vacuum solutions, they require careful water management and may not be the best choice for all applications.
Q&A
Q: What is a water ring vacuum pump?
A: It is a vacuum pump that uses a rotating liquid ring—usually water—to create a vacuum by trapping and compressing gases inside sealed chambers.
Q: How does a water ring vacuum pump work?
A: An impeller spins inside a casing filled with water, forming a liquid ring that traps gases and compresses them for discharge.
Q: What types of gases can water ring vacuum pumps handle?
A: They handle wet, humid, condensable gases, and even gases with small amounts of liquid without damage.
Q: What industries commonly use water ring vacuum pumps?
A: They are widely used in chemical processing, pharmaceuticals, food and beverage, wastewater treatment, and pulp and paper industries.
Q: What materials are water ring vacuum pumps made from?
A: Common materials include cast iron, stainless steel, carbon steel, and special alloys depending on the application.
Q: Do water ring vacuum pumps require a cooling system?
A: Yes, they often use water-cooled or air-cooled systems to manage operating temperatures.
Q: Are water ring vacuum pumps energy efficient?
A: They are generally less energy-efficient compared to dry vacuum pumps, especially at deeper vacuum levels.
Q: Can water ring vacuum pumps run dry?
A: No, they require a continuous supply of sealing liquid to operate properly.
Q: What maintenance is needed for these pumps?
A: Routine checks on the sealing water quality and mechanical seals are essential to prevent scaling and corrosion.
Q: Are water ring vacuum pumps noisy?
A: They typically operate quietly, usually below 80 dB(A), making them suitable for many industrial environments.
Applications
Applications of Water Ring Vacuum Pumps
Water ring vacuum pumps serve a wide variety of industries due to their versatility and reliability. In chemical processing, they are essential for vacuum distillation, solvent recovery, and degassing. These pumps handle corrosive and humid gases effectively, making them ideal for many chemical manufacturing processes.
In the pharmaceutical industry, water ring vacuum pumps are used for drying powders, vacuum filtration, and maintaining sterile conditions during production. Their ability to handle moist gases without contamination is crucial in these sensitive applications.
The food and beverage sector relies on these pumps for vacuum packaging, vacuum cooling, and deaeration of liquids. Their gentle pumping action preserves product quality and freshness.
Wastewater treatment plants utilize water ring vacuum pumps to remove air and gases during sludge dewatering and vacuum filtration processes. Their robustness ensures continuous operation in harsh environments.
Additionally, pulp and paper mills use them for vacuum dewatering and paper sheet forming. The pumps’ tolerance for wet gases and solids helps maintain efficient production lines.
Other applications include vacuum drying, vacuum impregnation of materials, vacuum forming in plastics manufacturing, and air evacuation in printing presses.
Overall, water ring vacuum pumps offer reliable vacuum generation for wet, humid, or condensable gases, making them indispensable across many industrial sectors.
Drawings
Downloads